山东聊城荣钢金属制品有限公司
山东聊城荣钢金属制品有限公司

咨询电话:
13561214440
咨询电话:
13561214440
Strength customer

About Boyuan

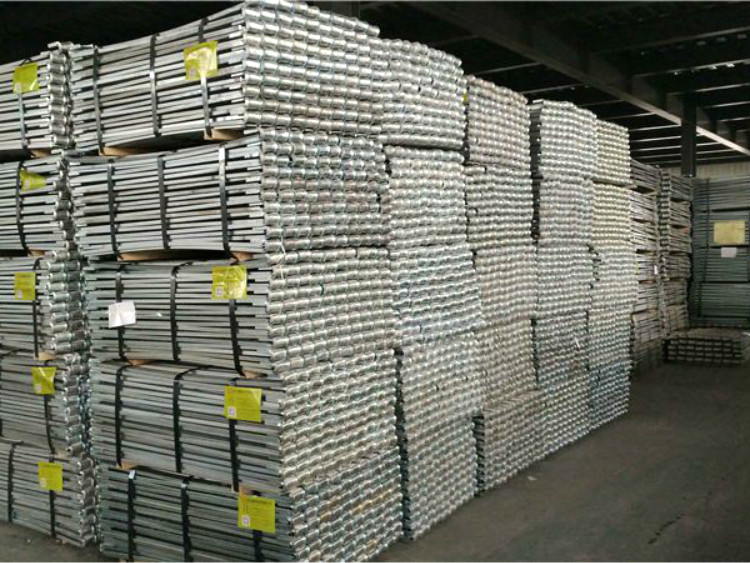
山东聊城荣钢金属制品有限公司方柱扣可以购买可以租赁,无论哪一种情况,科学的归纳存放,既可以方便下次施工使用,又可以延长产品的使用次数,因此,方柱扣在工地上应有独立的储存地点归纳存放,包括对单弯卡板的规整码放,对楔形铁回笼在编织袋中进行存放,建议存放在施工工地的板房仓库中。 现阶段,新型方柱扣已经在全国推广使用起来,客户在了解、使用过程中互动交流越来越密集、频繁,为配合在全国各区域的销售业务人员之工作,尤其是结合时代特色,在方柱卡具网络平台上能够更及时更好

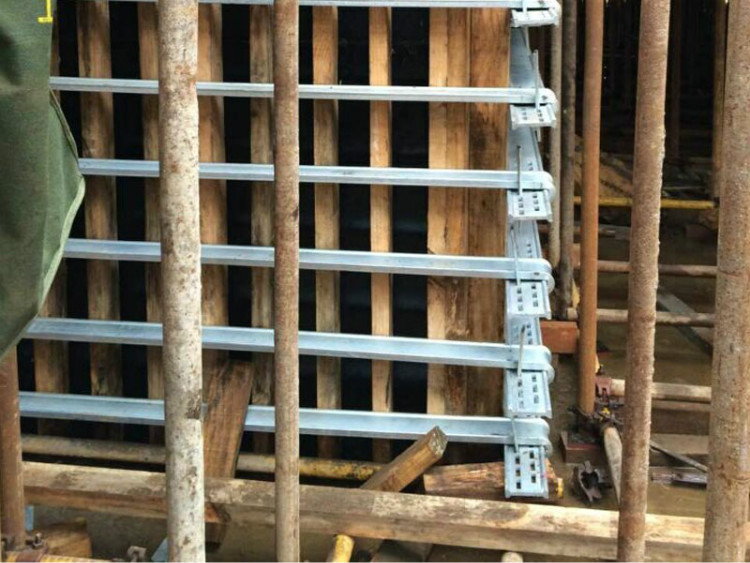
新型框架方柱模板可调式加固件施工工艺 模板及构配件加工制作 根


楔形工具紧固是卡箍紧固的一个重要工序。楔形工具的紧固与否,直接关系到模板拼缝处的紧
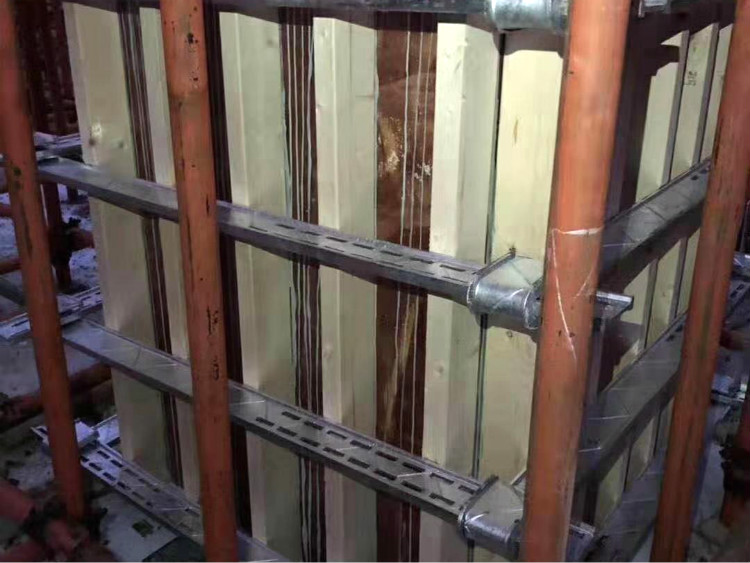
方柱扣是由支模、扣合固定模板、加固三方面组合而成。1:支模
众所周知,传统方柱加固模式往往采用钢管和对拉螺杆等零件配套施工,比较费时费力,为了解决


联系人:李经理
手机:13561214440
电话:0635-2991317
传真:0635-2991317
|